asme hardness testing qualification|Guidance on Complying with Section IX, QG : exporters Hardness testing is required by ISO 15614 Pt1 for all ferritic steels with a specified minimum yield strength greater than 275MPa. A maximum hardness for joints in either the as-welded of PWHT’d condition is specified. WEB25 de set. de 2023 · About Press Copyright Contact us Creators Advertise Developers Terms Privacy Policy & Safety How YouTube works Test new features NFL Sunday .
{plog:ftitle_list}
Provided to YouTube by Ditto MusicBrasil Olho Chorando · zonaexp · White PrataZONA EMERGENCIAL V . A. II℗ ZONAexpReleased on: 2023-01-09Producer: White Prata.
VIckers Hardness Testing in accordance with NACE MR0175. I am in the process of procuring plate material for a procedure qualification in accordance with ASME IX and Vickers hardness testing as well. Hardness testing of carbon steels are not defined in most construction Codes; it is addressed in API-582 and various NACE publications as a means to mitigate stress corrosion .Hardness testing is required by ISO 15614 Pt1 for all ferritic steels with a specified minimum yield strength greater than 275MPa. A maximum hardness for joints in either the as-welded of PWHT’d condition is specified.Successfully complete commercially available on-line or live training courses covering welding processes and ASME Section IX and procedure and performance qualification requirements .
In ASME Section IX, the acceptance criteria for visual testing (VT) are provided to evaluate the appearance and visual quality of welds. These criteria help determine whether a weld meets the required standards and is .Hardness Tester Selection 8. Procedure Qualification and Documentation 9. Project Staff/Test Technician Qualification Requirements 10. Pipe Sample Size and Lower Bound Hardness Statistical Estimates 11. Hardness Test Locations on Pipe 12. Pipe Surface Preparation 13. Testing Calibration, In-Process Evaluation, and Uncertainty 14. Field Hardness .
3.11.8 IMPACT TESTING OF WELDING PROCEDURES AND TEST PLATES OF FERROUS MATERIALS. 3.11.8.1 Impact Tests. (a) For steel vessels of welded construction, the impact toughness of welds and heat-affected zones of procedure qua-lification test plates and vessel test plates (production impact test plates) shall be determined as required in this . After welding is completed, the test coupon is tested for visual testing and destructive testing (Tensile and bend tests are the mandatory test as per ASME Section IX). IF the test pass, PQR is qualified. The tensile test .~.j 'd ASME B31.3 INTERPRETATIONS NO. 15 Replies to Technical Inquiries April 1, 1996, Through March 31, 1997 General Information Ithas been agreed to publish interpretations issued by theB31 Committeeconcerning B31.3 as part oftheupdateservice to theCode. In 2004, ASME Section IX added maximum hardness essential variables for temper bead procedure qualification when impact testing is not specified or required by the applicable book section.
The ASME steels are permitted far higher carbon contents with no requirement to specify all of the elements required by the CE formula so care needs to be taken when ordering pressure containing materials against the ASME codes. . that of the weld metal less than an average of 200HBW. Hardness testing surveys are as described in NACE MR0103 . A welding procedure qualification was performed on (PQR-1) 8.0 mm thick test plate in 3G position by GTAW (8.0 MM) and (PQR-2) 8.0 mm thick test plate in 3G position by SMAW (8.0 MM). (PQR-3) 30 MM thick test plate in 1G position by SAW (30.0 MM). Tension, bend test, hardness and impact test performed on all the PQR.For specific information or questions on ASME Personnel Certification: Phone: 1-212-591-8591 | Email: [email protected] or [email protected] Help Shape ASME. Engineers make up ASME, and it's that passion and knowledge that literally runs the world. By volunteering you can learn new skills, help the world, and influence the ASME of tomorrow.Welder Qualification Test (WQT) Yield strength ; Industry Standards. ABS (American Bureau of Ships) . ASME Section V, Article 6 . hardness, and impact testing on a wide range of materials and components quickly providing the data you need. Chemical Analysis . Chemical Analysis Equipped with a variety of spectrographic and analytical .
specimens for the Charpy test, and use lateral expansion rather than energy absorption as the acceptance criterion. The impact test requirements of the ASME specification are less stringent than those of A 923, unless the minimum design metal temperature is below –40° C (-40° F). It is possible that the ASME required testing would not detect
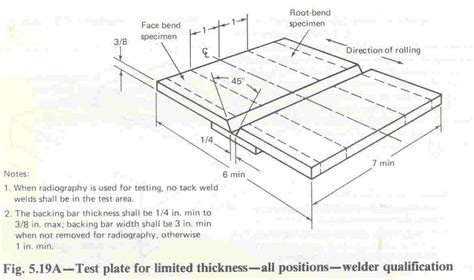
Weld coupon size for Procedure qualification & hardness test
Hardness requirement according to ASME IX for Carbon Steel?
ATS’ spacious weld testing facility is well-equipped and keeps an in-house stock of common test coupons required for certification tests. Our certified welding inspectors (CWIs) look for proper setup and techniques according to the requested code or standard. We assess a wide array of weld types, including fillet and groove welds.Welder Performance Qualifications Testing – API – ASME – AWS; 48 ASME Welding Stalls/Booths; Plate & Pipe; . Hardness testing; Bend Testing; Impact Testing; Tensile & Compression Testing . allows more deposit ranges for dual processes and broadens the range of qualifications on a single test. Contact us for pricing and delivery .

341.4.2–341.5.1 ASME B31.3-2004 . 341.5.2 Hardness Tests. The extent of hardness test-ing required shall be in accordance with para. 331.1.7 . destructive Testing Personnel Qualification and Certification, may be used as a guide. 75 344.1.3 Definitions. Thefollowingtermsapplytoany
Level 1 is based on requirements of ASME Section IX and level 2 is based on the previous issues of this . NOTE A former process number does not require a new qualification test according to this document. . Destructive tests on welds in metallic materials — Hardness testing . The dimensions or sizes for welder qualification test coupons according to ASME Section IX for plate weld are a minimum of 150 millimeters (6 inches) in length X more than 100 millimeters (4 inches) width for welding . In 2004, ASME Section IX added maximum hardness essential variables for temper bead procedure qualification when impact testing is not specified or required by the applicable book section. The assumption with specifying a maximum hardness criterion is that high hardness after temper bead welding indicates inadequate tempering. As discussed in .
The bend test uses a test specimen that is bent in three-point bending to a specified angle. In the Guided bend test the test specimen is wrapped around a former of a given diameter as per the test specification.. .qualification of TB welding procedures has employed the Charpy V-notch test to ensure acceptable -affected-zone heat (HAZ) impact properties. The 2004 Edition of ASME Section IX provided a new provision in QW-290 that allows temper bead qualification using a peak hardness criterion. The peak hardness A maximum hardness for joints in either the as-welded of PWHT’d condition is specified. ASME IX does not require hardness testing. ASME IX requires pressure containing fillet welds to be qualified by a butt weld procedure qualification test. Non-pressure retaining fillet welds may be qualified by a fillet weld test only.
Part 2 of this work adds a more modern heat of SA-508 material and two heats of A-387 F22 material to the study. The overarching goal of this work is to support an alternative hardness test protocol for qualification of temper bead welding (see PVP2015-45663). In 2004, ASME Section IX added maximum hardness essential variables for temper bead procedure qualification when impact testing is not specified or required by the applicable book section. The assumption with specifying a maximum hardness criterion is that high hardness after temper bead welding indicates inadequate tempering. As discussed in .Standard Test Method for Hardness Testing of Electrical Contact Materials: B294: Standard Test Method for Hardness Testing of Cemented Carbides: B578: Standard Test Method for Microhardness of Electro-plated Coatings: B647: Standard Test Method for Indentation Hardness of Aluminum Alloys by Mean of a ster Hardness Gage: B721
In 2004, ASME Section IX added hardness testing for temper bead procedure qualification when impact testing is not required. The Eurocode, ISO standards, and numerous other European specifications include maximum hardness criteria for general welding procedure qualification and have invoked these same criteria for temper bead procedures.b. A Barcol hardness test for resin cure. c. A volumetric expansion test to verify the laminates used have a modulus of elasticity within the range specified by the Designer. d. A cyclic pressure plus hydrostatic qualification pressure test to demonstrate acceptable life and design pressure. e. A hydrostatic qualification pressure test (Class I . • Development of a qualified hardness testing procedure that replicates laboratory hardness test results. • Qualification testing of the test technician. . This paper describes the key requirements of ASME CRTD - Vol. 91, the capabilities and limitations of the procedure for estimating yield strength from hardness, and the field .and submerged arc welding. Base metals, filler metals, qualif ication variables, welding designs, and testing requirements are also included. ii AWS B2.1/B2.1M:2021 ISBN Print: 978-1-64322-215-8 ISBN PDF: 978-1-64322-216-8 . and Performance Qualification, was an extensive revision of B2.1-84. The Committee has published numerous Standard .
Part 2 of this work adds a more modern heat of SA-508 material and two heats of A-387 F22 material to the study. The overarching goal of this work is to support an alternative hardness test protocol for qualification of temper bead welding (see PVP2015-45663).
Guidance on Complying with Section IX, QG

reliability of ruler drop test
webmmabet | Retorno do Jogador (RTP) - Casino On-line! RTP por minuto. 93%. Aposta minima. 66%. Aposta maxima. 90%. Media diaria. 73%.
asme hardness testing qualification|Guidance on Complying with Section IX, QG